中文
中文 English
English
|
|
振动消除应力(振动时效简介) |
振动时效工艺(Vibrationg Stress Relief 缩写为 VSR)源于西德,已在美、英、俄、日、德、法等国得到普遍应用,自 1976 年引入我国后也已被几乎所有机械行业采用,并被国家列为“七五”“八五”重点推广项目。
振动时效主要用于降低和均化工件的残余内应力,防止工件变形和开裂。
它是根据工艺要求控制激振器的转速和偏心使工件发生共振,让工件需时效部位产生一定幅度、一定周数的交变运动并吸收能量,以便让工件内部发生一定的微观粘弹塑性金属力学变化,从而在一定程度上降低和均化工件内部的残余应力,提高工件将来的尺寸稳定性及疲劳寿命等性能。它最后通过比较
时效前后及过程中工件的有效固有频率及其加速度等参数的变化来定性地判断时效效果。
振动时效适用于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等材质的铸件、煅件、焊接件及其机加工件。
振动时效相比热时效节能 95%,处理时间只需二、三十分钟,不占场地,便携,工件不需运输可就地处理,可插在任何工序之间多次处理,应力均化效果好,尺寸稳定性更好,工件表面无氧化,几十米长、数百吨重、上千条焊缝的工件都可适用。
1、机理的力学描述
残余应力σr 必须和动应力σd 叠加超过某一微观极限[σ]才能得到降低或均化,即 σd+σr≥[σ].
振动时效机理的另一种描述是:通过模拟工况让以后可能产生的变形与开裂提前释放。所以,时效时也可先分析工件的工况再找出合适的振型及振幅去模拟工况。这样,时效后时效参数若稳定下来,工件在该工况下就不会产生变形。
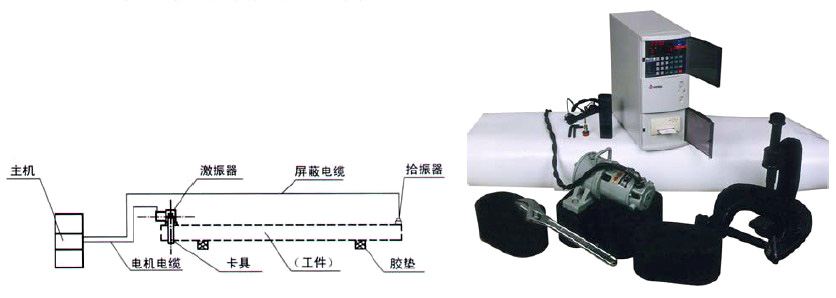
2、常规振动时效设备构成
主机:控制电机、识别、处理、显示、打印参数
激振器及测速装置:激振器强迫工件振动,测速装置将电机转速反馈回主机,作为受强迫振动的工件的振动频率
加速传感器:把加速度信号反馈到主机
卡具:把激振器固定在横梁或滚轮架(即下图中工件)上
胶垫:隔振、降噪
3、具体操作:
影响 VSR 效果的主要因素除时效时间、振幅外,更主要的是工件时效时的振型(也即与其一一对应的共振频率)。因为振型决定了工件时效时的动应力场,而 VSR 的机理之一就是动应力与残余应力叠加超过某一极限就会导致残余应力降低,所以振型也决定了工件各点的残余应力降低效果。
振型决定了工件各点的残余应力降低效果,正确并完整的工艺如下:先分析工件的材质、结构、工艺要求、工况失败原因、残余应力分布,需重点去应力部位,预期动应力分布等,在振前对工件多点扫频,在线打印有关曲线数据,综合所有扫频曲线对应的固有频率,操作者一边快速用遥控功能调整转速,
一边用手去快速判断识别各频率对应的振型,找出可有效消除工件关键部位应力的有效振型(及其对应的有效频率),直接对这些有效频率(或曰有效振型)时效,同时在线打印 g~t 曲线以观察时效进程,以决定何时停机,然后通过对该频率(振型)局部扫频,局部打印(这点计算机可自动实现),以验证
评价工件上对应该峰值(或振型)下的那些关键部位的时效效果。如果该振型不能覆盖工件的所有关键部位,则应对其它关键部位对应的振型(或固频)进行时效。
按照科学振动时效理论中有关振型分析的工艺原则去做,目前工艺人员已可准确预知去应力部位。若盲目振动时效则不然。
以起重机横梁(见下图 a)为例:
扫描得 a-n 曲线如图(b),根据科学振动时效原理,进行振型分析后由图(c)(d)显然可见:共振频率 n1 可重点消除 A 区应力,n2 可重点消除 B 区应力。
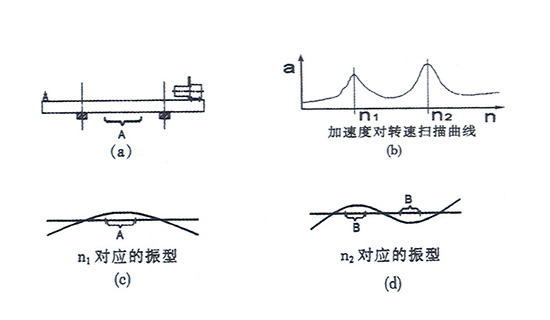
所以,以振型为核心的科学振动时效理论,结合以摇控识别振型、在线打印、多振型时效为基本功能的科学振动时效设备,可准确去除工件关键部位的残余应力。
4、振动时效具有如下工艺效果:
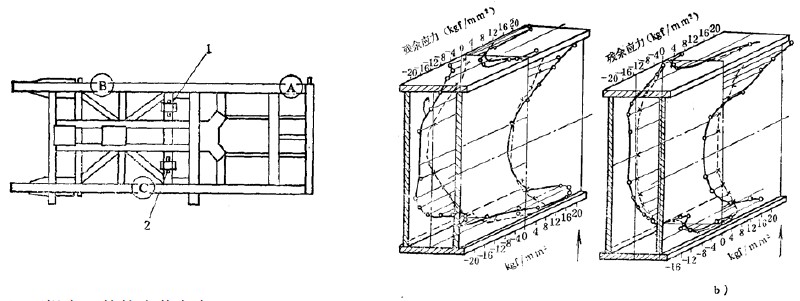
1)可降低残余应力峰值,均化残余应力场:
以某焊接框架振动前后残余应力分布图为例:
2)可提高工件的疲劳寿命:
以某焊接框架为例:
| 时效类型 | 开裂寿命(次) | 提高率 | 总寿命(次) | 提高率 |
|---|---|---|---|---|
| 未时效 | 143100 | 456000 | ||
| 热时效 | 158000 | 比未时效高10.4% | 497500 | 比未时效高7.8% |
| 振动时效 | 362000 | 比未时效高152.9%; 比热时效高129% | 934300 | 比未时效高104.9%; 比热时效高90.1% |
3)可提高工件抗静载变形能力:
以某灰铁床身加载前后导轨垂直面内不直度变化量(μm)为例:
| 抗应变能力 时效工艺 | 加静载一吨 | 加静载4.5吨 | ||
| 平均值 | 最大值 | 平均值 | 最大值 | |
| 振动时效件 | 0.28 | 0.43 | 0.94 | 1.39 |
| 未振动时效件 | 0.49 | 0.74 | 1.21 | 1.62 |
| 抗变形能力提高(%) | 75 | 72 | 29 | 17 |
4)可提高工件抗动载变形能力:振动时效比热时效提高 70%,比不时效提高 1-3 倍
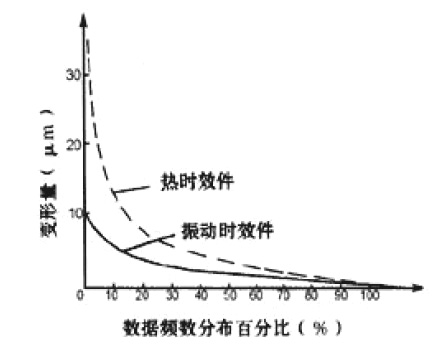
5)可提高工件的尺寸保持精度:
铣床工作台 11 个月后变形分布如右图: